





容器密閉完整性一直以來都是製藥行業工作者關心的話題,傳統的微生物挑戰法、色水法由於是破壞性的測試方法,原料損耗大,而且無法定量漏孔級別。微生物挑戰法在當泄漏通道為曲折路徑時,漏檢率較高,此外,微生物挑戰法的測試時間較長,測試過程繁瑣。同樣,色水法受多種因素的影響,有時會出現假陽性的測試結果。
1 概述
近年來,國外開發了真空衰減法等無損定量的測試方法,並且出台了相應的測試標準和法規。美國藥典USP 1207 提出多種確定性的檢測方法:真空衰減法、高壓放電法和激光法等,將傳統的微生物挑戰法、色水法等歸類為概率性的檢測方法。尤其是國外,對藥品質量控製設定的技術門檻越來越高,部分FDA及歐盟審計官甚至明確推薦采用國際先進的無損測試技術替代傳統的破壞性測試技術。
針對美國藥典USP 1207 常見的3大確定性的檢測方法:真空衰減法、高壓放電法和激光法做詳細闡述,並且根據一些典型的應用推薦了最佳的測試方法。
2 真空衰減法
美國材料試驗學會(ASTM)於2009年推出了真空衰減法作為包裝無損檢漏的測試標準ASTM F2338-09,該測試標準後來又得到了美國FDA的批準和認可。國內暫時還沒有相關的測試標準出台。
真空衰減法的原理是將包裝容器置於專門的測試腔體中,對測試腔體抽真空,容器內外壓差使得容器內部氣體通過漏孔泄漏進入測試腔體,主機壓力傳感器監測到壓力的變化,將壓力變化值和參考值做比較,以判定容器是否合格。
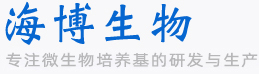
下圖是真空衰減法設備主機和西林瓶測試腔體。

真空衰減法的測試步驟主要包括:抽真空、保壓和測試,見圖2。

l 抽真空:在抽真空階段,如果在指定的抽真空時間內,實際真空度無法達到參考真空度,那麽包裝有大漏。
l 保壓:在保壓階段,如果在指定的保壓時間內,實際真空度無法達到參考真空度,那麽包裝有中漏。
l 測試:在測試階段,如果實際dp值大於參考dp值,那麽包裝有小漏。
通過上述3個步驟,可以將不同程度的泄漏分別識別出來。從而保證了該方法既能測大漏,又能測微漏。
真空衰減法分為隻有絕壓傳感器的單傳感器和具有絕壓和差壓傳感器的雙傳感器技術,單傳感器的技術通常精度為15-25um,雙傳感器技術的精度一般為1.5-10um。絕壓傳感器和差壓傳感器可以看做是兩把具有不同分辨率的標尺,絕壓傳感器的分辨率低,差壓傳感器的分辨率高,因而,單傳感器的精度要比雙傳感器的精度差。
真空衰減法的適用範圍很廣。既適用於常壓、微負壓和高真空的各類容器檢漏,也適用於粉體、液體填充容器的檢漏。既可以測軟包裝容器,也可以測硬質容器。通過采用雙循環的測試技術,真空衰減法可以避免小頂空容器出現大漏時的漏檢。
測試腔體的選擇
對於軟包裝的測試,可以采用專門的軟膜腔體,軟膜腔體在抽真空時會緊密貼合在一起,如果放入包裝,就會將包裝緊緊裹住,因而可以獲得較好的測試靈敏度和較低的本底噪聲。為了提高測試效率,通常采用更大尺寸的軟膜腔體,這樣一次可以放多個樣品。當然軟膜腔體不能做成太大,否則本底噪聲會相對高。如果對測試精度要求不高,比如隻需要測到30um漏孔,那麽甚至可以將軟袋堆疊在一起測試,這樣可以大大提高工作效率。對於硬包裝的測試,通常需要定製測試腔體,而且一般來說,一個特定的測試腔體隻允許一次放置一個樣品。如果硬包裝的外徑相同高度不同,可以考慮采用同一個測試腔體,隻是可能會損失一些精度。如果硬包裝的外徑較小,如1mL預灌裝注射器,可以考慮在一個測試腔體內放置多個注射器,但是相比一個腔體內放置1個預注射器,其精度會降低。
檢測精度和檢測方式
由於軟膜腔體的本底噪聲比硬腔體的大,所以軟膜腔體的精度要比硬腔體的差。軟包裝的最高測試精度一般是10um,硬包裝的最高測試精度是1.5um。真空衰減法的單次測試時間一般需要幾十秒到一分鍾。因此,如果產線的生產速度高達100個產品/min,那麽采用真空衰減法進行100%全檢會有難度。所以,如果采用真空衰減法,一般是采用離線抽檢方式或在線抽檢方式,在線抽檢固然無法實現100%全檢,但它可以替代部分人工,而且實現自動化。在線抽檢方式一般會生產線旁邊增加一個傳送帶,即該傳送帶和生產主傳送帶是並聯的,待測產品直接從主生產線上提取,進入測試區域,測試完畢後,將合格品返回到主生產線,不合格品被剔除。采用在線抽檢方式通常精度會比離線抽檢略低。比如,如果離線抽檢的精度為10um,那麽在線抽檢的精度可能是15um。產品一旦泄漏,那麽空氣中的水分、氧氣、微生物會侵入包裝容器內。有研究表明,水分和氧氣侵入的臨界漏孔尺寸大約是10-15um,微生物侵入的漏孔尺寸是10um以下。製藥行業的一些無菌製劑往往對無菌要求高,這就意味著所選用的測試方法精度必須至少達到10um,才能降低微生物侵入的風險。製藥行業傳統的色水法在理想條件下,檢漏精度可以達到5um,如果要采用新的無損幹法測試技術替代傳統的色水法,那麽通常會要求新的方法的精度高於或等於傳統的方法。真空衰減法應用於藥廠的預注射器、西林瓶和安瓿瓶等硬質容器的精度高達1.5um。因此,完全可以滿足藥廠無損幹法測試的要求。
3 高壓放電法
高壓放電法是在待測容器表麵外加高壓電,根據泄漏容器和合格容器產生的電壓差異判斷是否泄漏及泄漏程度。高壓放電法一般適用於容器本身絕緣但容器內填充物導電的容器,其檢漏精度高達1.0um。典型的應用是水針西林瓶、液體安瓿瓶、液體填充預注射器和卡式瓶的完整性測試。
測試時需要用夾具夾住待測容器,將待測容器按照一定速率旋轉,然後用2根探針對容器(比如預注射器)兩側進行掃描,探測泄漏出來的電壓。圖3是測試夾具,圖4和圖5是預注射器的測量結果。
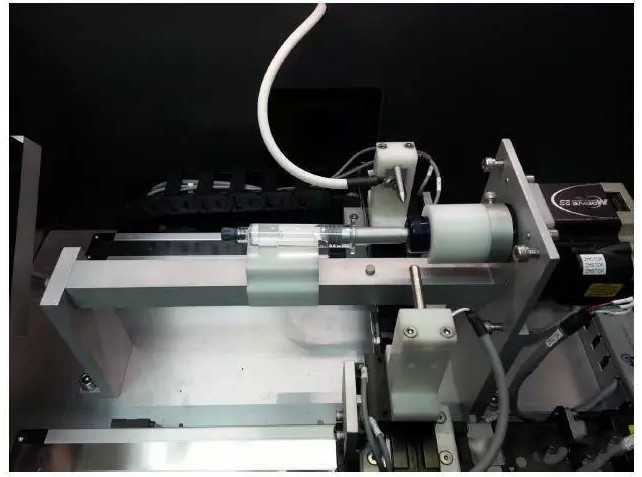
圖3 高壓放電測漏的測試夾具
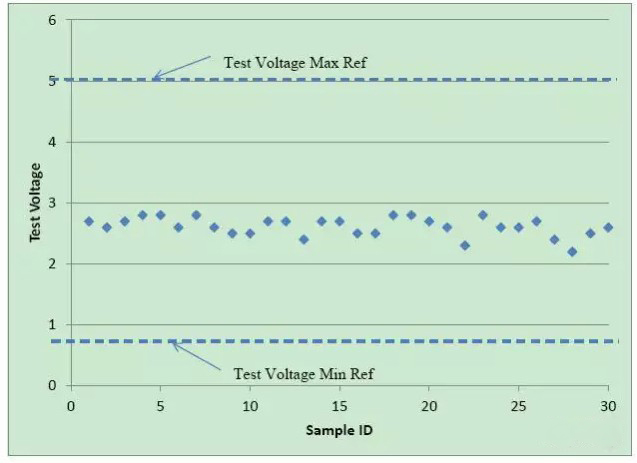
圖4 合格品的測試電壓(樣品數量30個)
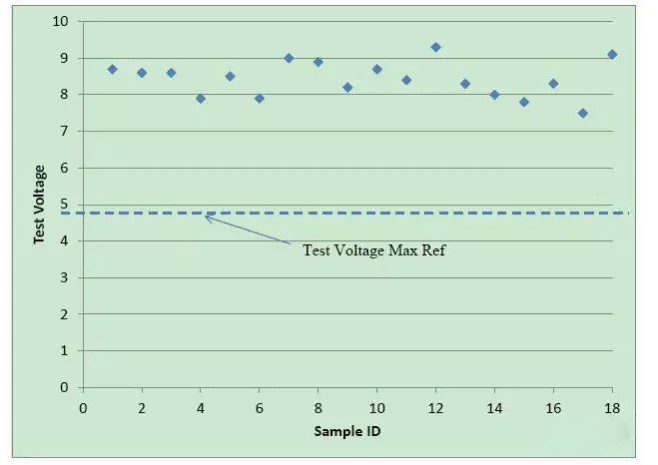
圖5 缺陷樣品的測試電壓(樣品數量18個)
4 激光法
激光法是通過監測容器頂空壓力、水汽和頂空氧變化來判定容器的完整性,其測定原理(見圖6)是,發射的激光穿透容器頂空,容器頂空的水汽和氧對激光有吸收,激光吸收量和對應的物質含量成正比。通常頂空水汽的測定波長是1400nm,頂空氧的測定波長是760nm。頂空水汽的吸收峰寬度和頂空壓力成正比(見圖7),因而可以通過頂空水汽的吸收峰寬度來獲得頂空壓力。因此,如果頂空水汽含量過低,可能會影響頂空壓力的測定。事實上,對於絕大多數負壓凍幹粉西林瓶,其內部都有一定含量的頂空水汽,因而,頂空壓力可以測定得到。

圖6 激光法原理圖
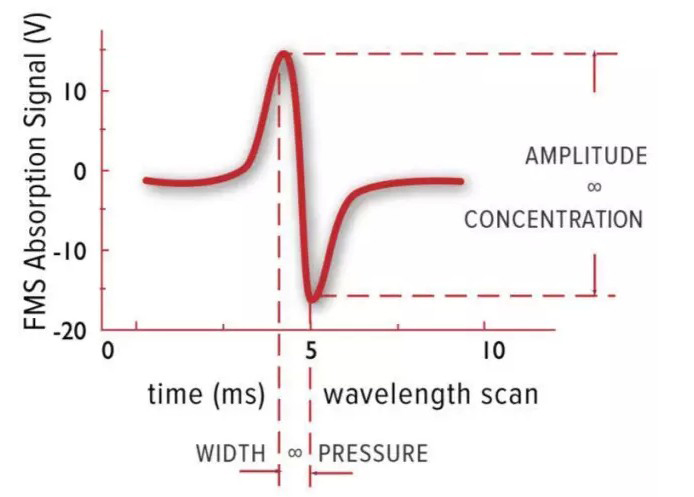
圖7 激光法光譜圖,其中吸收峰的寬度和頂空壓力(真空度)成正比
5 製藥行業不同應用的方法選擇
5.1 負壓凍幹粉針西林瓶完整性測試
凍幹粉針西林瓶通常采用高真空(絕壓約0mbar)工藝密閉或充氮微負壓(絕壓約800-900mbar)工藝密閉。在高真空下,如果存在漏孔,空氣將會迅速進入西林瓶內。此時,可以采用真空衰減法測試,因為在抽真空過程中,容器內外仍然會形成壓差,氣體將會通過漏孔從容器進入到測試腔體。也可以采用激光法進行測試,一方麵西林瓶是透光的,另外,高真空下,空氣中的水汽、氧氣會迅速進入西林瓶頂空,進而改變了西林瓶頂空條件,包括頂空壓力和頂空氧含量。采用激光法通過無損監測頂空壓力或頂空氧變化,可以判定西林瓶是否泄漏。西林瓶從生產好到開始檢測的放置時間會影響檢測精度,放置時間短,檢測精度相對差;放置時間長,檢測精度高。可以根據建立的泄漏數學模型按照精度要求選擇所需的放置時間。理論上來說,隻要放置時間足夠長,激光法可達到極高的檢漏精度(如<1um的漏孔)。對於微負壓(絕壓>500mbar)的西林瓶,更適合采用監測頂空氧的模式進行完整性測試。如果采用監測頂空壓力模式進行完整性測試,可能會不夠靈敏。如果西林瓶在加膠塞後軋蓋前存在臨時泄漏,激光法也可以判定出。也就是說,激光法不僅可以檢出永久的泄漏,還可以檢出臨時的泄漏。
5.2 常壓水針西林瓶完整性測試
常壓水針西林瓶通常采用充氮工藝,是為了保護氧敏感產品不被氧化破壞。水針西林瓶有的液體裝量少,頂空大;有的液體裝量大,頂空小;有的西林瓶裝量接近滿瓶,頂空幾乎沒有。一般來說,如果是大頂空,或小頂空且外徑較大,可以采用激光法進行完整性測試。此時,激光法通過監測頂空氧含量的變化來判斷是否泄漏。如果是頂空極小(接近零頂空),那麽激光法將不適用,需要采用真空衰減法來測試。真空衰減法測試液漏的原理是在抽真空時抽到極限真空(接近0mbar),在如此高的真空下,液態水將會被汽化為氣態水,氣態水通過漏孔進入到測試腔體,進而被主機壓力傳感器監測到。需要注意的是,液體本身的粘度不能過大,否則將無法汽化。另外,液體裏如果有未溶解完全的小顆粒,也可能會堵塞漏孔,導致假陰性的結果。水針西林瓶也可以采用高壓放電法測試,但高壓放電法的設備成本較高。
5.3 卡式瓶完整性測試
卡式瓶裏通常裝有類似蛋白質的乳狀液或懸濁液,這種溶液裏麵含有小的顆粒,可能會堵塞漏孔。所以如果采用真空衰減法會出現假陰性的結果。激光法也不適用,因為裏麵幾乎沒有頂空。此時可以考慮采用高壓放電法。高壓放電法要求容器本身必須是絕緣的,內部填充的液體是導電的。卡式瓶符合高壓放電法的要求。
5.4 液體安瓿瓶完整性測試
液體安瓿瓶根據頂空的大小可以選用不同的方法,如果是極小的頂空,那麽可以用真空衰減法或高壓放電法;如果頂空大,可以采用激光法、真空衰減法、高壓放電法中的任意一種方法。
5.5 預灌裝注射器完整性測試
預灌裝注射器和液體安瓿瓶類似,需要根據頂空的大小選用不同的方法,如果是極小的頂空,那麽可以用真空衰減法或高壓放電法;如果頂空大,可以采用激光法、真空衰減法、高壓放電法中的任意一種方法。
5.6 泡罩完整性測試
泡罩由於具有多個孔,且裏麵裝的一般是片劑,激光法和高壓放電法通常不適用。真空衰減法可以用於測泡罩,因為測試腔體可以根據泡罩的形狀和大小進行定做,而且在腔體的上方可以安裝壓力傳感器,對漏點進行定位。通常真空衰減法測定泡罩可以獲得大約15um的測試精度。圖8是泡罩的測試腔體。

圖8 泡罩測試腔體
5.7 滴眼液瓶完整性測試
單個滴眼液瓶的完整性測試可以采用真空衰減法結合定製的硬腔體,也可以采用高壓放電法。由於滴眼液瓶的頂空有時比較小,如<1mL, 激光法不太適用。
課間問答
原料藥(API)包裝如何檢測密封性?
一般API不需要密封,一般完整性測試是針對成品藥品,國內GMP提到完整性測試的是無菌藥品。貯藏時密封不代表就需要完整性測試,完整性測試更多是針對容器本身的密封性能。國內GMP推薦的無菌原料藥品的容器密閉完整性測試方法仍然是傳統的微生物挑戰法,可以采用無損的真空衰減法、激光法等替代。
2. 請問對於1ml的小容量注射劑使用哪種方法較為合適?內包材為玻璃安瓿。
真空衰減法和激光法都可以應用,具體要看頂空體積;玻璃安瓿瓶如果不是極小頂空的話兩者是都可以采用的。如1ml安瓿脖頸太細,誤判率高的話,采用真空衰減法可以解決這個問題。真空衰減法不僅能測液體瓶身的泄露,而且測頂空氣體的泄露,誤判率低。
上一篇:醫療衛生用品輻射滅菌消毒質量控製


